
امروزه متهها در اندازه و شکل های بسیار گوناگون و متنوع برای مواد مختلف و کاربردهای ویژه ساخته میشوند. مته تخت در دوران ابتدایی کارهای ماشینکاری کاربرد انحصاری داشت ولی به تدریج جای خود را به مته مارپیچ که بسیار کاراتر است داد.
متههای مارپیچ به روش آهنگری گرم با اندازهای نزدیک به اندازه دلخواه ساخته و سپس تا رسیدن به اندازه نهایی فرزکاری و سنگزده میشوند.
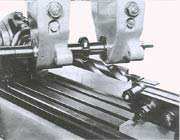
فرز کاری شیار مارپیچ روی مته
متههای راست شیارگاه، برای سوراخکاری مواد نرم به کار میروند ولی بیشتر متهها با شیارهای مارپیچ ساخته میشوند. بنابر تعریف مته مارپیچ متهای است که برای دور کردن برادههای اضافی دارای شیارهای مارپیچی روی بدنه باشد. با فرو رفتن مته در قطعهکار برادهها در امتداد شیار خارج میشوند. قسمت های مختلف مته عبارتند از دنباله (ساقه)، بدنه و نوک.

مته مارپیچ دنباله مخروطی همه کاره
دنباله مته در سه نظام ماشین مته جای میگیرد. متههای راست ساقه در سه نظام ماشین مته که سه فک برای نگه داشتن ابزار دارند جای میگیرند.

مته مارپیچ راست ساقه همه کاره
متههای دنباله مخروطی مستقیماً در سوراخ مخروطی محور ماشین مته ستونی یا در غلاف جا زده میشوند. زبانه مته دنباله مخروطی در شیار روی محور جای میگیرد تا از لغزش مته جلوگیری شود. مجموعه متههایی که در صنایع خودروسازی به کار میروند برای سوار کردن روی غلافهای دو نیمه گرداننده مته زبانهدار هستند.

مته مارپیچ مخروط زبانه دار راست ساقه مورد استفاده درصنایع خودرو
بدنه مته مارپیچ از انتهای دنباله تا نوک آن را دربر میگیرد. شیارها بریدگی های مارپیچی هستند که بر گرداگرد بدنه مته امتداد یافتهاند. برای سوراخکاری دستی برنج، برنز یا دیگر مواد نرم مته راست شیار به کار میرود.

مته راست شیار برای ماشین کاری برنج، برنز و دیگر مواد نرم به ویژه در ماشین قلاویز به کار میرود.
متههای سه یا چهار راهه به ویژه برای گشاد کردن سوراخ های ایجاد شده با منگنه، سنبه ماتریس یا مته به کار میروند.


|
مته راست ساقه سه شیاره |
مته راست ساقه چهار شیاره |
در تمام امتداد طول شیار قرار میگیرد و اندازه درست سوراخ را تعیین میکند. اندازه مته با اندازهگیری فاصله دو نقطه نظیربهنظیر روی طوقه با ریزسنج مشخص میشود.
درست در پس طوقه مته قرار دارد. این ناحیه که قطر کمتری از قطر مته دارد اصطکاک میان مته و دیواره سوراخ را فرو کاسته و از شکستن مته هم جلوگیری میکند.
ناحیهای از بدنه است که با شیارها بریده نشده و طوقه و مجال بدنه را هم در بردارد.
مجال اندکی را در سوراخ برای مته فراهم میکند و شیب اندکی است در طول بدنه مته که از سَر زبانهدار مته امتداد دارد و برای ایجاد آن به هنگام ساخت مته بدنه را در نزدیکی انتهای ساقه اندکی کوچکتر میسازند.
برای جلوگیری از چسبیدن و گیر کردن براده در شیارهای مته و نیز افزودن بر فضای لازم برای عبور براده شیارهایی بازتر از شیار متههای معمولی دارند. قطر هسته شیارها در این نوع مته کوچکتر است. این متهها در هنگام کار به فشار کمتری نیاز دارند و آسانتر در قطعه فرو میروند و گرمای کمتری نسبت به متههای معمولی ایجاد میکنند.

مته کم پیچ به ویژه در ماشین های قلاویز برای ساخت قطعات از میلگرد و برنج کاربرد گسترده دارد.
شیب برش بزرگتری دارند و در سوراخکاری آلومینیوم و بعضی از پلاستیک ها دارای ویژگی بهبود یافتهای از نظر انتقال براده به بیرون هستند.

مته پرپیچ با شیب برش بزرگتر طراحی می شود و شرایط براده برداری آسانتری در سوراخکاری موادی همچون آلومینیوم ، آلیاژهای ریختگی فشاری و بعضی از پلاستیک ها فراهم می کند.
طول بدنه متههای مارپیچ اندازههای گوناگون دارد. متههای نوع طول ماشین قلاویز بدنه کوتاهتری دارند. مته مرغک ها و مته راهنماها نیز در عملیات ماشین قلاویز به کار میروند. متههای چپگرد در جاهایی به کار میروند که محور ماشین در جهت چپ دوران میکند.

مته مارپیچ راست ساقه با طول ماشین قلاویز

مته مرغک (مته خزینه) |
 مته راهنما |
از انواع متههای پلهای هستند و دو قطر مختلف یا بیشتر دارند که روی پلههای پیاپی روی نشیمن دندانههای مته ایجاد میشوند. پلهها با شانههای متعامد یا شیبدار از هم جدا میشوند. در متههای روغنخور سوراخی سرتاسری در طول مته برای جریان روغناب به نوک مته وجود دارد. در سوراخکاری چدن برای پاک کردن براده و نیز خنک کردن مته گاه از جریان هوا استفاده میشود.


|
مته های مارپیچ روغنخور برای کارهای تولید روی هرنوع جنس در ماشین های قلاویز یا ماشین های تراش بر جکدار |
سَرِ مخروطی شکل یا ناحیه بُرنده مته مارپیچ است. تیزی نوک مته که لبه تیزی است نقطه مرگ یا جان مته نامیده میشود و عملکردی همچون مته سرتخت دارد و سوراخی به اندازه خود در قطعهکار ایجاد میکند. به همین دلیل قاعده مرسوم این است که ابتدا سوراخی بهعنوان سوراخ راهنما در قطعهکار ایجاد شود تا آن سوراخ مجال مناسبی برای نقطه مرگ مته فراهم سازد و از سُر خوردن و لغزیدن متههای بزرگ روی قطعهکار جلوگیری کند و بهعلاوه برای پیشروی مته در قطعهکار فشار کمتری هم لازم باشد.
لبههای برندهای که از نقطه مرگ تا محیط نوک مته امتداد دارند لبههای برش نامیده میشوند. این لبهها با محور مته زاویه استاندارد ( مارپیچ ) 59 درجه میسازند. بنابراین زاویه کامل نوک مته 118 درجه است. این زاویه براساس جنس قطعهای که باید سوراخکاری شود تفاوت میکند.

این نوع مته اساساً برای سوراخکاری پلاستیک های تزریقی، لاستیک های سخت،چوب،آلومینیوم و آلیاژهای منیزیم به کار می رود.
متههای مارپیچ همهکاره معمولاً دارای مجال لبه 12 تا 15 درجه در حد نهایی قطر مته هستند. مته بدون زاویه مجال لبه نمیتواند عمل برش را انجام دهد زیرا گوشت مته درست در ناحیه پشت لبه برش بر ناحیه تازه تراشیده شده سوراخ مالیده میشود.
این ابزار ها چند مشخصه ی اصلی دارند که بر مبنای جنس قطعه کار (سختی) نوع قطعه کار ( براده برداری پیوسته یا منفصل که باعث ضربه می شود) ونوع کاربرد (داخلتراشی ، پیشانی تراشی و . . .) از یکدیگر تفکیک می شوند.

حرف اول مشخصه ابزار:

شرکت بزرگ سندویک ابزار های خود را بر مبنای جنس قطعه کار به شش دسته تقسیم کرده است:
P: فولاد های معمولی تا سختی 80 برینل
M:فولاد های زنگ نزن تا 180 برینل
K:چدن تا 250 برینل
N:آلومینیوم تا 75 برینل
S: آلیاژ های گرم کار و مقاوم به حرارت تا 350 برینل
H : فولاد های سخت تا 60 راکولC (که سختی بسیار بالایی می باشد)

حرف دوم مشخصه ابزار
C: برای لبه های پخ خورده مناسب می باشد ( این الماس نمی تواند لبهی تیز ایجاد کند)
W: به منظور ایجاد پخ های کوچک تا 95 درجه مورد استفاده قرار می گیرد.
:D شکل گویای کار برد آن می باشد

V: کاربرد آن مانند D است اما حد اکثر زاویه 25 درجه می باشد
T:کاربرد آن مانند D است اما حد اکثر زاویه 22 درجه می باشد همچنین این ابزار می تواند لبه های تیز در قطعه ایجاد کند(مخفف triangular به معنای مثلثی)
S: مخصوص پیشانی تراشی.(مخفف square به معنای مربع)
حرف سوم مشخصه ابزار : معرف تولرانس ابزار میباشد که تولرانس های پایین تر برای پرداخت کاری کاربرد دارند.
حرف چهارم مشخصه ی ابزار: شکل براده شکن
عدد اول: سایز اینسرت
عدد دوم : ضخامت اینسرت
عدد سوم مشخص کننده ی شعاع انحنای ابزار است.
حرف آخر مشخص می کند ابزار مخصوص پرداخت کاری (PF) است یا خشن تراشی(MR).
با استفاده از جدول زیر بدون نیاز به محاسبات می توانید سرعت پیشروی را بدست آورید:


برای مثال قطعه ای روی ماشین تراش بسته شده که قطر آن 80mm است در برنامه ی خود سرعت پیشروی را 200 انتخاب کرده اید که با توجه به جدول بالا باید برای اسپیندل سرعت 795 را انتخاب کنید
زارهای برشی
برای اینکه بتوان فلزات مختلف را به طور ساده تراشید، لازم است که از ابزارهای برشی مناسبی استفاده کرد تا بتوانیم در عملیات ماشینکاری، درست عمل کنیم؛ یعنی با انتخاب درست جنس قطعة کار و جنس ابزارهای برادهبرداری، عمر ابزار خود را افزایش بدهیم و نیز کیفیت کار خود را بالا ببریم. در این مقاله سعی شده است در دیدی کلی، انواع ابزارهای برشی را معرفی کرده و معایب و محاسن آنها را در مقایسه با هم بیان کنیم.
انواع ابزارهای برشی
عمر ابزارهای برشی به عوامل گوناگونی بستگی دارد. یکی از این عوامل، جنس خود ابزار است. انواع ابزارهای برشی عبارتند از:
1- فولادهای تندبْر HSS ؛
2- آلیاژهای ریختنی کبالت؛
3- کاربایدها؛
4- سرامیکها و سرمتها؛
5- CBN ؛
6- الماسها.
در هنگام انتخاب ابزار برش مناسب برای یک سری عملیات، میبایست به وسیلة مقایسه مشخصات فلز، آن ابزار برش را انتخاب کرد. این مشخصات شامل توجه به نکات زیر است:
· سختی
· مقاومت
· کارایی در درجه حررات بالا
· محکمی
· مقاومت در مقابل اثرات شیمیایی
· مقاومت در مقابل سائیدگی
· قابلیت انتقال حرارت
· ضریب اصطکاک
آخرین عامل، یعنی هزینة تولید باید طوری در نظر گرفته شود که قطعه دارای خواص فیزیکی لازم باشد و کمترین هزینه تولید هر قطعه را شامل گردد.
1- فولادهای تندبُر
فولادهای تندبر (High Speed Steel) اصولاً برای برش «رندههای تراش» به کار میروند و علاوه بر کربن، ممکن است شامل عناصر دیگری از قبیل تنگستن، مولیبدن، کروم، وانادیوم و کبالت باشند.
کربن برای حفظ سختی در درجه حرارت بالا، وانادیم موجب افزایش استحکام و مقاومت به سایش و کروم نیز به عنوان عامل بهبود چقرمگی (Toughness) و مقاومت در مقابل سایش عمل میکند.
این نوع فولادها بر اساس مواد آلیاژی اصلیشان به چهار گروه تقسیمبندی شدهاند:
1- مولیبدن 2- مولیبدن کبالت
3- تنگستن 4- تنگستن کبالت
اما چرا این نام را بر این ابزار نهادهاند؟
High Speed Steel ® HSS
برای پاسخ دادن به این سؤال، بهتر است با یکی دیگر از ابزارهای برشی و برادهبرداری با نام «فولادهای کربنی و آلیاژی» آشنا شویم.
کاربرد این نوع فولادها، که زمانی (حدود یک قرن پیش) عمدهترین جنس ابزارهای برادهبرداری بودند، به دلیل افت شدید سختی در درجه حرارتهای نسبتاً بالا (تقریباً 260°C) و سایش زیاد، فقط به ابزارهای دستی برای برادهبرداریهای با سرعت پایین از قبیل قلاویز و حدیده و سوهان محدود شده است.
و اما فولادهای تندبْر، برتری این نوع فولادها (تندبْر) به فولادهای کربنی، در قابلیت حفظ سختی در درجه حرارت بالاتر (538°C الی 590°C) است. از این جهت، مقایسه با فولادهای کربنی به ازای طول عمر مساوی میتوان آن را با حدود 2 برابر سرعت برشی به کار برد. به همین دلیل این فولادها به نام فولاد تندبر نامگذاری شدهاند.
ابزار از جنس فولادهای تندبر مزایای زیر را نسبت به نمونههای دیگر دارد:
الف) ارزانتر است؛
ب) شکنندگی کمتری دارد. به همین دلیل در قطع و وصل ابزار برش بر روی قطعة کار با روامتر؟؟؟ است؛
ج) فرمپذیر است و به راحتی شکل میگیرد.
در کنار محاسن نام برده، این فولادها دارای معایبی نیز هستند. از آن جمله:
الف) نسبت به انواع دیگر در دماهای بالاتر حین ماشینکاری دوام کمتری دارند؛
ب) مواد سخت را به راحتی برش نمیدهند.
2- آلیاژهای ریختنی کبالت (ابزارهای استلایتی)
این آلیاژها که مرکب از 2 الی 4 درصد کربن، 14 تا 20 درصد تنگستن، 25 الی 34 درصد کروم و مابقی کبالت هستند. به دلیل برخورداری از سختی زیاد و حفظ آن در درجه حرارتهای بالا و مقاومت بالا نسبت به سایش و خوردگی، ضریب اصطکاک پایین در تماس با فولاد، به عنوان یکی از مواد مناسب برای ساخت ابزارهای برادهبرداری مطرح بودهاند.
اگر چه سختی این آلیاژها در دمای اتاق مشابه فولادهای تندبر است؛ ولی به دلیل حفظ بهتر سختی در دماهای بالاتر، قابل استفاده در سرعتهای برشی بالاتری (تقریباً 25% سرعت بیشتر) نسبت به فولادهای تندبر هستند. خواص مکانیکی و سختی این آلیاژها با عملیات حرارتی قابل تغییر نیست.
3- کاربایدها
اصولاً «کارباید» اصطلاحی است که به ترکیب شیمیایی فلز و کربن اطلاق میشود. کاربایدها خود به سه گروه تقسیم میشوند:
1- سمانته 2- ریزدانه 3- پوششی
کاربایدهای سمانته نیز خود به دو گروه عمده تقسیم میشوند:
1- گروه تنگستن کارباید خالص
1- گروه تنگستن کارباید آلیاژی (که حاوی کارباید تیتانیم یا کارباید تنتالیم میباشد)
همچنین ابزارهای کاربایدی را در دیدی دیگر میتوان به سه گروه دیگر تقسیم کرد:
1- الماسههای یکپارچه و سخت (که از قطعات کربنی ساخته میشود.)
2- الماسههای لحیمی (که از اتصال الماسه به یک میلة فولادی به صورت لحیمی ساخته میشود.)
3- الماسه نصبی (که در بین صنعتگران به الماسه یا اینزرت مشهور است و متداولترین ابزار مورد استفاده در CNC هاست که در نگهدارندههای فولادی نصب میشوند.)
مزایای کاربایدها را میتوان در موارد زیر نام برد:
الف) مقاومت بیشتر در برش مواد و آلیاژهای سخت؛
ب) مقاومت در دماهای بالاتر؛
ج) الماسههای یکپارچه قادر به جذب ارتعاشات کار هستند و صدای ایجاد شده از برخورد ابزار با قطعه کار بسیار کم است؛
د) الماسههای نصبی به راحتی و بدون نیاز به نگهدارندههای فولادی جدید تعویض میشوند.
معایب کاربایدها را نیز میتوان در موارد زیر نام برد:
الف) قیمت بالا نسبت به فولادهای تندبر؛
ب) شکنندگی بیشتر نسبت به فولادهای تندبر؛
ج) شکلگیری آنها با ابزارهای الماسهای مقدور میباشد.
در ضمن الماسههای نصبی که کاربرد فراوانی در CNC ها دارند، با مواد خاصی مانند نیترید تیتانیوم پوشش داده میشوند تا عمر مفید آنها افزایش یابد. این پوشش، عمر ابزار را برای عملیات متعارف و معمول تراشکاری و فرزکاری تا 20 برابر افزایش میدهد.
4- سرامیکها و سرمتها
ابزارهای سرامیکی بیشترین تکامل را در چند سال اخیر داشتهاند و هر چند بسیار گران هستند؛ اما از ابزارهای الماسهای ارزانترند. سرامیکها بسیار سبک و شکنندهاند.
سرامیکها در سرعتهای برش سه الی چهار برابر ابزارهای کاربایدی هستند. صافی سطح حاصل از ماشینکاری با این ابزارها بسیار خوب است و استفاده از سیال خنککننده (Coolant) در برادهبرداری این ابزارها ضروری نیست.
مزایای سرامیکها عبارتند از:
الف) ارزانتر از الماسههای کربنی هستند؛
ب) مواد بسیار سخت را در زمان کوتاهی میبرند و مقاومت گرمایی بالایی دارند.
همچنین معایب سرامیکها عبارتند از:
الف) بسیار شکنندهتر از کاربایدها و فولادها هستند؛
ب) فقط برای برشهای سرعت بالا مفید هستند و در صورتی که در دورهای پایین کار کنند، میشکنند؛
ج) بسیاری از دستگاهها، سرعت چرخشی مناسبی برای استفاده از ابزارهای سرامیکی ندارند.
سرمتها که ترکیب خاصی از سرامیکها و فلزات هستند، برای کاهش تردی و شکنندگی سرامیکها و بهبود آنها ابداع شدهاند.
فلزاتی نظیر آهن، کروم، تیتانیوم و نیکل از ممزوج شدن با سرامیکها ابزارهای «سرامیک - فلز» یا همان «سرمٍت» را به وجود میآورند.
از بارزترین خصوصیات سرمتها و سرامیکها حفظ سختی در درجه حرارتهای خیلی بالا و مقاومت بالا در مقابل سایش؛ ولی مقاومت کم در مقابل خمش و شوکهای مکانیکی و بارهای ضربهای و ارتعاش است و لذا با وجود این محدودیتها باید از ماشینابزارهای صلب و کاملاً مستحکم که بدون لرزش میباشند، استفاده کرد.
5- نیترید بور مکعبی
CBN (Cubic Born Nitride)
CBN (با نام تجاری بورازون) سختترین مادة شناخته شده پس از الماس است. از مهمترین امتیازات آن، مقاومت حرارتی بیشتر از الماس و خنثی بودن آن از نظر شیمیایی است.استفاده از CBN به عنوان ابزار برادهبرداری برای خشنکاری و پرداخت فولادهای کربنی و آلیاژی، ابزار سختکاریشده و چدنهای سخت و چائیده و به ویژه سوپرآلیاژها با پایه نیکل و کبالت و قطعات ساخته شده به روش متالوژی پودر، پلاستیکها و گرافیت توصیه میشود.
اگر چه این نوع ابزارها را میتوان بدون استفاده از سیال خنککننده نیز به کار برد؛ ولی استفاده از سیالهای خنککننده حلشونده در آب نتایج مثبت به همراه دارد.
6- الماس (Diamond)
الماس، سختترین ماده شناخته شده در جهان و سختی متوسط آن 5 برابر کاربایدهای سمانتر است. سختی بسیار بالا، مقاومت به سایش عالی، قابلیت هدایت حرارتی خوب، استحکام فشاری بسیار بالا و انبساط حرارتی ناچیز، باعث شباهت ابعادی بینظیر آن در برادهبرداری و تضمینکنندة حصول اندازههای یکنواخت و دقیق در قطعه کار و صافی سطح بالا میباشد.
همچنین به دلیل خنثی بودن الماس از نظر شیمیایی و پایین بودن ضریب اصطکاک آن در تماس با اکثر مواد در هنگام برادهبرداری پدیدة جوشخوردن برادههای قطعه کار به لبة ابزار به وقوع نپیوسته و همین مسأله باعث حصول صافی سطح خوب در ماشینکاری فلزات غیر آهنی و حتی غیر فلزات میشود.
ابزارهای الماس، به هنگام برادهبرداری از فولادهای نرم و کمکربن، به سرعت سائیده میشوند؛ در صورتی که سرعت سایش آنها در ماشینکاری فولادهای آلیاژی پرکربن کمتر است و گاهی اوقات در ماشینکاری چدن (با درصد کربن بالا) طول عمر زیادی از خود نشان میدهند. ولی با این وجود به طور کلی ماشینکاری آلیاژهای آهنی و چدن توسط ابزارهای الماس توصیه نمیشوند
